
ВВЕДЕНИЕ
Термической обработкой называют процесс обработки изделий из металлов и сплавов путем теплового воздействия с целью изменения их структуры и свойств в заданном направлении.
Это воздействие может сочетаться также с химическим, деформационным, магнитным и другими воздействиями.
Термическая обработка — самый распространенный в современной технике способ изменения свойств металлов и сплавов. На металлургических и машиностроительных заводах термическая обработка является одним из важнейших звеньев технологического процесса производства полуфабрикатов и деталей машин. Термообработку применяют как промежуточную операцию для улучшения технологических свойств (обрабатываемости давлением, резанием и др.) и как окончательную операцию для придания металлу или сплаву такого комплекса механических, физических и химических свойств, который обеспечивает необходимые эксплуатационные характеристики изделия. Чем ответственней конструкция, тем, как правило, больше в ней термически обработанных деталей.
Теория термической обработки является частью металловедения. Главное в металловедении — это учение о связи между строением и технически важными свойствами металлов и сплавов. При нагреве и охлаждении изменяется структура металлического материала, что обусловливает изменение механических, физических и химических свойств и влияет на его поведение при обработке и эксплуатации.
Теорию, термической обработки составляет учение об изменениях строения и свойств металлов или сплавов при тепловом воздействии не исчезающих после его прекращения.
По глубине и разнообразию структурных изменений, возникающих в результате термообработки, с ней не могут сравниться ни механические, ни какие-либо другие виды воздействия на металлы.
Краткий исторический очерк
Человек использует термообработку с древнейших времен. Анализ археологических находок позволяет сделать заключение о времени появления и характере операций термообработки. В переходный период от каменного века к бронзовому (в эпоху энеолита) появились первые металлические изделия, которые были получены ковкой с помощью каменного молота вначале самородных золота и меди, а затем и меди, выплавленной из руды.
Применяя холодную ковку, первобытный человек столкнулся с явлением наклепа, которое затрудняло изготовление изделий с тонкими лезвиями и острыми наконечниками, и для восстановления пластичности кузнец должен был нагревать холоднокованую медь в очаге. Наиболее ранние надежные свидетельства о применении такого рекристаллизационного отжига приходятся на конец V тысячелетия до н. э. Они получены при исследовании кованых изделий (например, ножей) из выплавленной меди, относящихся к южнотуркменской эпеолитической культуре. Без промежуточного рекристаллизационного отжига для восстановления пластичности нельзя было обойтись и при изготовлении методом ковки тонких медных, а позднее и бронзовых листов. Эти листы шли на выделку посуды, производившейся в значительных количествах во II тысячелетии до н. э. (в бронзовом веке).
Таким образом, рекристаллизационный отжиг по времени появления был первой операцией термической обработки металла и использовался уже начиная с V тысячелетия до н. э.
Закалка появилась значительно позднее отжига. Металлургическое производство железа началось с конца II тысячелетия до н. э. Железо получали тогда сыродутным способом непосредственно из железной руды.
Из-за низкого содержания углерода оружие из такого железа нельзя было упрочнить закалкой. В ранний период применения железа закалку проводили одновременно с цементацией. Нагревая заготовку для горячей ковки в древесноугольном горне, т. е. проводя науглероживание, и затем охлаждая ее в воде, кузнец столкнулся с резким улучшением качества оружия и орудий труда, сделанных из железа.
Открытие сыродутного способа производства железа с последующей его цементацией и закалкой было одним из важнейших достижений в истории человеческого общества. Металлографическое изучение гальштатской кузнечной техники (Средняя Европа) показало, что цементация железных изделий (ножей, наконечников копий) и последующая их закалка в воде были известны уже в начале I тысячелетия до н. э. Однако эти виды упрочняющей термической обработки использовались в то время сравнительно редко.
В Древних Греции и Риме упрочняющая термообработка стали была хорошо известна, что подтверждается упоминаниями о закалке у античных авторов. В «Одиссее» Гомера (VIII—-VII вв. до н. э.) в девятой песне есть такие строки: «Как погружает кузнец раскаленный топор иль секиру в воду холодную, и зашипит с клокотаньем железо — крепче железо бывает, в огне и воде закаляясь» (перевод П. А. Шуйского).
Аристотель (IV в, до н. э) отмечал, что лучшую сталь получают нагревом железа в горне по нескольку раз. Такая обработка приводила к науглероживанию железа и обеспечивала после закалки высокую прочность и твердость изделий. Аристотель упоминал о закалке стали в масле. Плиний Старший (I в.) писал, что тонкие стальные изделия во избежание их коробления и растрескивания закаливают в масле.

Металлографический анализ европейских археологических находок показывает, что сталь (науглероженное железо) и закалка стальных изделий вошли во всеобщее употребление с V—IV вв. до и. э. Закалка медных сплавов была известна человеку также еще до н. э. Сравнительно недавние исследования литых этрусских зеркал из высокооловяниой бронзы (Италия, V—IV вв. до и. э.) и сарматских зеркал (Поволжье, IV—II вв. до н. э.) показали, что эти изделия закаливали на мартенсит в воде скорее всего с целью улучшения зеркального блеска при полировке.
В средние века применяли самые разнообразные технологические операции: закалку в жидкости, закалку в воздушной струе, местную закалку лезвий, низкий, средний и высокий отпуск, цементацию, защиту стали от обезуглероживания при нагреве, рекристаллизационный отжиг и др.
Микроструктурное изучение, рентгеновский анализ и измерение микротвердости многих сотен древнерусских находок из слоев X—XV вв. показали, что 9/10 исследованных стальных орудий труда и оружия находилось в термически обработанном состоянии, из них одна треть была закалена, а остальные закалены и отпущены. Цементацию в древесном угле или органическом веществе применяли к ножам, мечам, копьям, напильникам, резцам и другим инструментам. Искусство термообработки режущего и колющего оружия было сильно развито в средние века. Например, знаменитые клинки из булатной (дамасской) стали обладали прекрасными режущими и упругими свойствами благодаря сочетанию тонко разработанных способов плавки, ковки и термообработки.
Не зная сущности внутренних превращений в металле, средневековые мастера приписывали получение высоких свойств при термообработке проявлению сверхъестественных сил. Способы термообработки стали, особенно холодного оружия, детально описаны в средневековой литературе. Если из средневековых рецептов термообработки выбросить некоторые подробности и заклинания, то большая часть этих рецептов окажется оправданной с точки зрения современного термиста.
Термообработку использовали с древнейших времен как технологическую операцию, но развитие ее как науки стало возможным только с середины XIX столетия. До этого времени знания человека о термообработке представляли совокупность рецептов, выработанных на основе многовекового опыта. Эти рецепты, часто весьма ценные, передавали из поколения в поколение, секреты выполнения отдельных операций иногда терялись в веках и вновь познавались, но истинная природа процессов, происходящих в металле при термообработке, оставалась загадкой.
Развитие техники в XIX в. потребовало превращения термообработки из искусства в науку. В середине XIX столетия армия и флот стремились заменить бронзовые и чугунные пушки более прочными, а следовательно, и более мощными стальными орудиями. Начало широкого производства артиллерийских орудий из стали относится к 50-м годам прошлого века. В этот период проблема изготовления стальных орудийных стволов высокой и гарантированной прочности была чрезвычайно острой. Выдающиеся металлурги того времени, в том числе генерал П. М. Обухов, знали рецепты плавки и литья стали, но, несмотря на это, при учебной стрельбе разрывы стальных орудий случались очень часто.
Много стальных крупповских орудий без видимых причин разорвалось в войну Пруссии с Австрией в 1866г. Наступил кризис доверия к стали как к материалу для орудийных стволов, и начался возврат к бронзовым пушкам.
В 1866 г. на Обуховский сталелитейный завод в Петербурге был приглашен на должность техника молотового цеха Дмитрий Константинович Чернов (1839—1921 гг.). В 1868 г. в Русском техническом обществе Чернов делает знаменитый доклад «Критический обзор статен гг. Лаврова и Калакуцкого о стали и стальных орудиях и собственные Д. К. Чернова исследования по этому же предмету» . В этом докладе он сообщает результаты работы по выяснению причин брака стальных поковок. Наблюдая под микроскопом шлифы, приготовленные из дул орудий, и изучая под лупой строение изломов в месте разрыва, Чернов пришел к выводу, что сталь тем прочнее, чем мельче ее структура. Тогда он «стал искать причину приобретения сталью мелкой структуры».
Сравнительные исследования стали после ковки при разных температурах показали, что «изменения в структуре стали нужно отнести к влиянию температуры, но не собственно механической обработки». После этого необходимо было для каждого сорта стали с определенным содержанием углерода найти температуры, при которых изменяется структура. Д. К. Чернов высказал гениальное предположение, что еле заметные поверхностные изменения, обнаруживаемые в темноте на охлаждающейся раскаленной поковке при двух температурах, связаны с глубокими внутренними изменениями структуры. Эти температуры Чернов определил на глаз и обозначил точками а и b. «Сталь, как бы тверда она ни была, будучи нагрета ниже точки а, не принимает закалки, как бы быстро ее ни охлаждали». Чтобы получить мелкозернистый излом, необходимо
нагреть сталь немного выше точки b.
Таким образом, Д. К. Чернов в 1868 г. открыл внутренние структурные превращения в стали и связал с ними тепловой режим ковки и технологию термообработки. Тем самым великий русский металлург заложил научные основы термической обработки.
Основополагающий доклад Д. К. Чернова был переведен на иностранные языки, и предложенные им правила обработки стали вошли в практику заводов разных стран. Работы Чернова в области металловедения и термической обработки получили мировое признание. Известный американский металловед
А. Совер, обращаясь к Чернову, писал: «Вы создали теорию термической обработки стали рукою мастера, и Ваши ученики добавили сравнительно немногое к Вашим основным положениям». Яркую характеристику деятельности Чернова дал в некрологе французский металловед профессор А. Портевен: «Чернов был провозвестником и главой новой школы; его первые труды послужили фундаментом для последующего удивительного прогресса в области металлургии стали, для которой вторжение науки оказалось поистине революционным». «Столь прекрасная жизнь, получившая мировую оценку, делает великую честь России».
Выдающийся последователь Д. К. Чернова французский инженер Флорис Осмонд (1849—1912 гг.) применил в 1886 г. термопару Ле-Шателье для определения критических точек стали при термическом анализе. Работы Осмонда, подтвердившего и развившего выводы Чернова, привлекли внимание многих металлургов и химиков к проблеме структурных превращений в металлах и послужили дополнительным толчком для широких экспериментальных исследований в этой области.
В истории металловедения конец XIX и начало XX вв. характеризуются широким приложением термодинамического учения о гетерогенных равновесиях к металлическим системам. В разных странах были начаты систематические работы по построению диаграмм состояния. Эти диаграммы показывают, какие фазовые превращения возможны в сплавах, и, следовательно, дают исходные данные для анализа важнейших видов термической обработки.
Первые крупные исследования в области термообработки цветных сплавов были выполнены в начале XX в. В 1900 г. А. А. Байков (1870— 1946 гг.) на сплавах меди с сурьмой доказал, что способность к закалке присуща не только сталям, как это ранее считали, но и цветным сплавам. В 1903 г. в Германии был взят патент на «способ облагораживания алюминиевых сплавов нагреванием и закалкой»; было показано, что временное сопротивление литых сплавов алюминия с медью в результате закалки возрастает в 1,5 раза.
В 1906 г. немецкий инженер А. Вильм (1869—1937 гг.) на изобретенном им дуралюмине открыл старение после закалки — один из основных способов упрочнения сплавов. В 1919 г. американский металловед П. Мерика (1889—1957 гг.) вскрыл природу старения дуралюминов, связав упрочнение при старении с образованием дисперсных выделений в пересыщенном твердом растворе. Это было одним из наиболее выдающихся достижений в теории термической обработки: по диаграммам состояния с переменной растворимостью компонентов в твердом состоянии стало возможным предсказывать области составов сплавов, способных к дисперсионному твердению.

Начиная с 20-х годов текущего столетия для развития теории термообработки характерно детальное изучение природы, механизма и кинетики структурных превращений в твердом состоянии с помощью разнообразных физических методов исследования и прежде всего рентгеновского анализа. В течение двух-трех десятилетий были накоплены обширные сведения о закономерностях изменений структуры и свойств металлов и сплавов при тепловом воздействии. С конца 50-х годов для выявления изменений субструктуры при термообработке все шире стали применять метод просвечивающей (дифракционной) электронной микроскопии.
На современном этапе для теории термообработки характерно широкое использование учения о дефектах кристаллической решетки металлов, так как эти дефекты оказывают сильное, а часто и решающее влияние на механизм и закономерности структурных изменений.
Одновременно с развитием теоретических представлений совершенствовались старые и разрабатывались новые способы термообработки, например, термомеханическая обработка, отпуск и старение под напряжением, закалка с плавлением поверхности и др.
Итогом многочисленных исследований явилась стройная теория термической обработки, которая позволяет научно обоснованно разрабатывать технологические процессы и получать сплавы с заданными свойствами.
Классификация видов термической обработки
Любой процесс термической обработки можно описать графиком, показывающим изменение температуры во времени. По такому графику можно определить температуру нагрева, время нагрева и охлаждения, средние и истинные скорости нагрева и охлаждения, время выдержки при температуре нагрева и общую продолжительность производственного цикла. Но по форме этого графика ничего нельзя сказать о том, с каким видом термообработки мы имеем дело. Вид термообработки определяется не характером изменения температуры во времени, а типом фазовых и структурных изменений в металле. Основываясь на последнем признаке, А. А. Бочвар разработал классификацию, охватывающую многочисленные разновидности термической обработки черных и цветных металлов и сплавов.
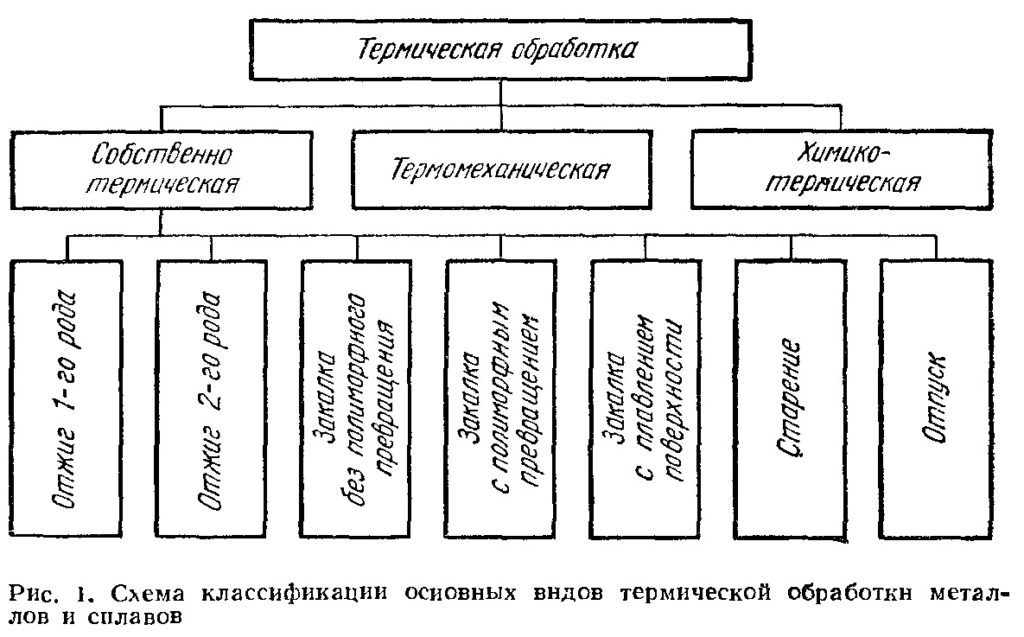
На основе классификации А. А. Бочвара Комиссией по стандартизации Совета Экономической Взаимопомощи были разработаны классификация видов и разновидностей термической обработки сталей и цветных металлов и сплавов, а также соответствующая терминология. На рис. 1 приведена схема классификации основных видов термической обработки металлов и сплавов.
Термическая обработка подразделяется на собственно термическую, термомеханическую и химико-термическую. Собственно термическая обработка заключается только в термическом воздействии на металл или сплав, термомеханическая — в сочетании термического воздействия и пластической деформации, химико-термическая — в сочетании термического и химического воздействия.
Собственно термическая обработка включает следующие основные виды: отжиг 1-го рода, отжиг 2-го рода, закалку с полиморфным превращением, закалку без полиморфного превращения, закалку с плавлением поверхности, отпуск и старение. Эти виды термической обработки относятся и к сталям, и к цветным металлам и сплавам. Каждый из видов термообработки подразделяется на разновидности, специфические для сплавов на разных основах.
С отдельными видами термообработки приходится сталкиваться как с побочными процессами при горячей обработке давлением, литье, сварке и других технологических операциях. Например, частичная или полная закалка встречается при ускоренном охлаждении отливок после их затвердевания. При шлифовании деталей из-за разогрева поверхности может произойти их отпуск. При сварке в зоне термического влияния сварного шва можно наблюдать рекристаллизационный отжиг и т.п. Побочные процессы термообработки бывают полезными, а могут вызывать и нежелательные изменения структуры и свойств изделий.
Производственные названия отдельных процессов термообработки складывались исторически и основывались не на характере внутренних превращений в металле или сплаве, а на чисто внешних признаках. Поэтому один и тот же термин иногда используют для обозначения разновидностей термообработки, совершенно различных по своей физической сущности. Например, нагрев с переходом за критическую точку, выдержку и охлаждение на воздухе обычно называют нормализацией. При такой обработке в углеродистой стали происходят процессы, которые относятся к отжигу 2-го рода, в высоколегированных сталях может образоваться мартенсит, т. е. происходит закалка с полиморфным превращением, а некоторые цветные сплавы подвергаются закалке без полиморфного превращения.
Примеров подобного рода можно привести множество. В связи с этим при употреблении некоторых производственных названий термической обработки иногда трудно понять, какова физическая сущность процессов, о которых идет речь. В таких случаях вместо устоявшихся производственных терминов или параллельно с ними необходимо использовать терминологию научной классификации разновидностей термической обработки.